In the intricate web of modern manufacturing, every component plays a pivotal role in ensuring efficiency, safety, and compliance. Among these, labeling equipment stands as a silent but indispensable force, carrying out a task that might seem trivial but holds immense significance in various industries. From pharmaceuticals to food and beverage, from cosmetics to automotive parts, labeling equipment serves a fundamental purpose that goes beyond just affixing stickers on products. Let’s delve deeper into the multifaceted role and importance of labeling equipment in contemporary production processes.
Ensuring Regulatory Compliance: One of the foremost purposes of labeling equipment is to ensure compliance with regulatory standards. In industries like pharmaceuticals and food, where precise labeling is mandated by law, specialized equipment plays a crucial role in adhering to these regulations. From listing ingredients and nutritional information to displaying expiration dates and dosage instructions, labeling equipment ensures that products meet legal requirements, thereby mitigating risks and ensuring consumer safety.

Enhancing Brand Identity: Labels are not merely functional; they are also powerful tools for brand communication and differentiation. Labeling equipment enables manufacturers to create visually appealing labels that resonate with their brand identity. Whether it’s through distinctive logos, vibrant colors, or creative designs, labels contribute to brand recognition and consumer loyalty. Moreover, advanced labeling technologies allow for customization and personalization, catering to diverse consumer preferences and market segments.
Facilitating Supply Chain Management: In today’s globalized supply chains, efficient tracking and traceability are paramount. Labeling equipment plays a vital role in facilitating supply chain management by encoding essential information such as batch numbers, serial numbers, and barcodes. These identifiers enable seamless tracking of products from manufacturing facilities to distribution centers to retail shelves. By providing transparency and accountability, labeling equipment helps streamline logistics operations and minimize the risk of errors or discrepancies.

Ensuring Product Integrity and Authenticity: Counterfeiting and product tampering pose significant challenges across various industries. Labeling equipment integrates security features such as holograms, tamper-evident seals, and RFID tags to safeguard product integrity and authenticity. By implementing these anti-counterfeiting measures, manufacturers can protect their brand reputation, prevent revenue loss, and uphold consumer trust. Furthermore, traceable labels enable consumers to verify the authenticity of products, fostering confidence in their purchase decisions.
Optimizing Production Efficiency: In fast-paced manufacturing environments, efficiency is paramount. Labeling equipment automates the labeling process, minimizing manual intervention and reducing production cycle times. Whether it’s high-speed labeling machines or robotic labeling systems, automation enhances productivity while ensuring consistency and accuracy in label application. By optimizing production efficiency, labeling equipment enables manufacturers to meet demand fluctuations, reduce operational costs, and gain a competitive edge in the market.

Supporting Sustainability Initiatives: As environmental consciousness grows, labeling equipment plays a role in supporting sustainability initiatives. Eco-friendly labeling materials, such as biodegradable films and recyclable substrates, enable manufacturers to reduce their carbon footprint and minimize environmental impact. Additionally, energy-efficient labeling machines and solvent-free adhesives contribute to resource conservation and eco-friendly manufacturing practices. By embracing sustainable labeling solutions, companies can align with consumer preferences and demonstrate corporate responsibility.
Facilitating Product Information and Consumer Engagement: Labels serve as a medium for conveying vital product information and engaging consumers. With the advent of smart labels and QR codes, labeling equipment enables interactive communication between products and consumers. By scanning these codes, consumers can access product details, usage instructions, and even engage in promotional activities or loyalty programs. This seamless integration of technology enhances consumer engagement, fosters brand loyalty, and provides valuable insights into consumer behavior and preferences.
In conclusion, labeling equipment serves a myriad of purposes beyond its apparent function of affixing labels onto products. From regulatory compliance and brand identity to supply chain management and sustainability, labeling equipment plays a vital role in modern manufacturing processes. By investing in advanced labeling technologies and embracing innovative solutions, companies can enhance efficiency, ensure product integrity, and meet the evolving needs of consumers and regulatory authorities alike.
Are you ready to elevate your labeling strategies and unlock the full potential of your products? Contact us today to explore cutting-edge labeling solutions tailored to your specific requirements.
You May Like
 Automatic Rotary Premade Pouch Doypack Packing Machine Application:
1. Solid: leisure food(candy, chocolate, cakes, puffed food)etc; 2. Grain: condiment(monosodium glutamate, chicken essence, granulated sugar) dry […]
Automatic Rotary Premade Pouch Doypack Packing Machine Application:
1. Solid: leisure food(candy, chocolate, cakes, puffed food)etc; 2. Grain: condiment(monosodium glutamate, chicken essence, granulated sugar) dry […] Fully Automatic Engine Oil Bottle Filling Capping And Labeling Line Application:
Fully automatic engine oil bottle filling capping and labeling line, it is suitable for filling liquids and pastes of any fluidity in medicine, food, […]
Fully Automatic Engine Oil Bottle Filling Capping And Labeling Line Application:
Fully automatic engine oil bottle filling capping and labeling line, it is suitable for filling liquids and pastes of any fluidity in medicine, food, […]- Automatic Flat Surface Top Labeling Machine This labeling machine is suitable for labeling stickers on flat surface like card, bottle lids, packaging bags, boxes, etc. It can be equipped with the date coder, […]
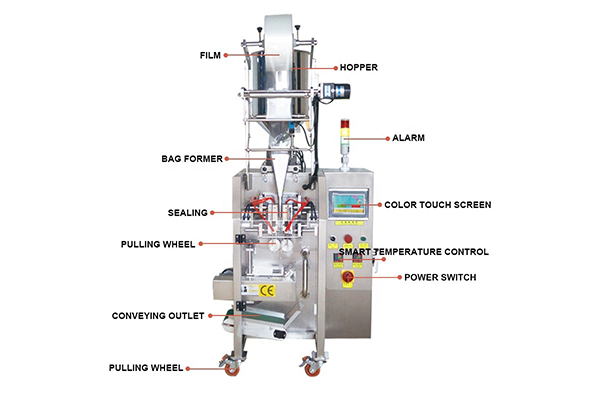
- High Quality Vertical Honey Packing Filling Machine Application:
High quality vertical honey packing filling machine, it is suitable for filling liquids and pastes of various industries. Examples: honey, Syrup, […]
- Automatic Milk Powder Pouch Packing Machine An automatic milk powder pouch packing machine is a specialized piece of equipment designed to package milk powder into pouches with high precision and efficiency. […]
 Fully Automatic 4 Sides Seal Shampoo Sachet Packaging Machine The Fully Automatic 4 Sides Seal Shampoo Sachet Packaging Machine is an innovative and reliable solution for the packaging of shampoo in sachets. This advanced […]
Fully Automatic 4 Sides Seal Shampoo Sachet Packaging Machine The Fully Automatic 4 Sides Seal Shampoo Sachet Packaging Machine is an innovative and reliable solution for the packaging of shampoo in sachets. This advanced […]- Automatic Magnetic Pump Vinegar Eye Drop Filling Machine This automatic filling machine is equipped with magnetic pump, which can ensure the filling accuracy. The filling speed of each nozzle can be controlled separately. […]
- Unlocking the Benefits of Powder Quantitative Filling Machines Powder quantitative filling machines offer a range of benefits for businesses that require accurate and efficient filling of powders. These machines are designed to […]
- Automatic Honey Bottle Filling Machine With Piston An Automatic honey bottle filling machine with piston is a type of packaging equipment specifically designed for filling bottles with honey. The machine uses a piston […]
- Automatic Viscous Liquid Piston Type Filling Machine Application:
Automatic viscous liquid piston type filling machine, it is suitable for filling liquids and pastes of any fluidity in medicine, food, cosmetics and […]
 Low Cost 3 Sides Sealing Honey Pouch Packaging Machine The Low Cost 3 Sides Sealing Honey Pouch Packaging Machine is a fully automatic machine designed to package honey in a 3-side seal pouch. The machine is built with a […]
Low Cost 3 Sides Sealing Honey Pouch Packaging Machine The Low Cost 3 Sides Sealing Honey Pouch Packaging Machine is a fully automatic machine designed to package honey in a 3-side seal pouch. The machine is built with a […]- Low Cost Protein Powder Mini Premade Pouch Doypack Machine Application:
Low Cost Protein Powder Mini Premade Pouch Doypack Machine(LD-300D/LD--430D), It is suitable for packaging protein powder, milk powder, seasoning […]